
친구투자 캐스팅이 사업은 "세부 사항이 성공 또는 실패를 결정하는 것"에 관한 것임을 알고 있습니다. 고객은 항공기 블레이드, 의료 장비 또는 정밀 기기 부품을 원할 수 있으며 0.01mm의 차이로 인해 제품이 폐기 될 수 있습니다. 오늘, 캐스팅의 정확성을 달성하는 방법에 대해 이야기합시다.
1. 왁스 모델 제작 - 정확도의 "첫 번째 패스"
왁스 모델은 캐스팅의 "유전자"와 같습니다. 이 단계가 비뚤어지면 나머지는 헛된 것입니다. 이제 주류는 3D 프린팅 왁스 모델을 사용하며 밝은 단지 수지의 정확도는 ± 0.05mm에 도달 할 수 있으며 이는 전통적인 핸드 케이빙보다 훨씬 좋습니다. 그러나 온도 제어에주의하십시오. 워크숍 온도가 5 °만큼 다르면 왁스 모델의 수축률은 불규칙 할 수 있습니다. 일정한 온도와 습도 장비를 사용하는 것이 좋습니다.이 작은 비용을 절약하지 마십시오.
2. 쉘 만들기 과정 - 세라믹 쉘을 "구덩이"로 두지 마십시오.
실리카 졸 페인트의 몇 층이 적용되는 수와 각 층이 최종 크기에 직접 영향을 미치는 정도. 한 공장은 게으르고 층을 덜 닦았으며, 캐스팅 표면 전체에 모래 구멍이 생겼습니다. 이제 "그라디언트 쉘 만들기" - 내부 층의 미세 분말과 외부 층의 거친 분말을 사용하는 것이 인기가 있습니다. 껍질을 오랫동안 말리십시오. 그렇지 않으면 탈 웨축 중에 직접 "폭발"됩니다.
3. 녹고 쏟아짐 - 용융 금속의 "성미"를 이해해야합니다.
스테인레스 스틸 및 고온 합금의 수축률은 1%만 다를 수 있습니다! 금형 크기는 재료 특성에 따라 조정해야합니다. 쏟아지는 온도가 훨씬 더 중요합니다. 특정 항공 부품 공장은 온도가 20 ° 높이 높고 입자 크기가 거칠기 때문에 캐스팅을 직접 폐기했습니다. 이제 우리는 금형 흐름 분석 소프트웨어를 사용하여 미리 시뮬레이션하는 것입니다. 이는 시행 착오보다 훨씬 신뢰할 수 있습니다.
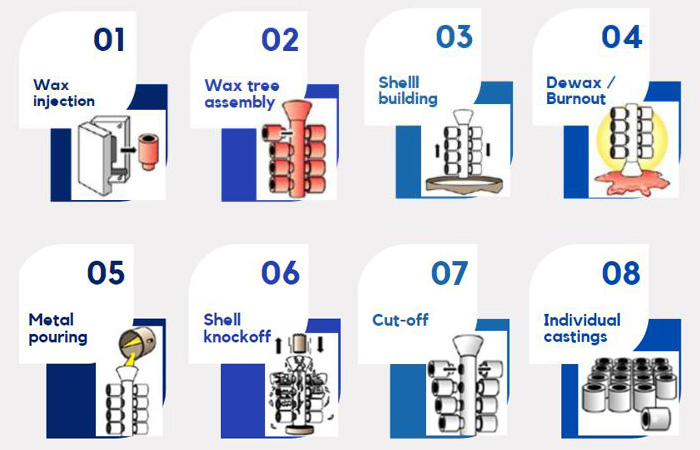
4. 후 처리 - 그라인딩은 짐승을 기반으로하지 않습니다.
로봇을 사용하여 버를 갈아주는 것이 더 안정적입니다.투자 주조수동 작업보다 프로그래밍은 괜찮습니다. 나는 사람들이 큰 연삭 휠을 사용하여 문제를 절약하는 것을 보았지만 얇은 벽 부분을 통해 갈아냅니다. "자기 연삭"은 이제 인기가 있습니다. 작은 부품은 자기장에서 자체적으로 반올림되며 정확도는 ± 0.02mm로 제어 될 수 있습니다.
5. 검사 방법 - "블라인드 박스를 열기 위해"배송까지 기다리지 마십시오.
3 개의 좌표 측정 기계는 표준이지만 X- 선 결함 감지를 잊지 마십시오. 터빈 블레이드를 만든 공장이있었습니다. 표면 검사는 모두 자격이 있었지만 X- 레이는 내부 모공을 발견하고 고객의 주문을 거의 잃어 버렸습니다. 이제 AI 시각적 검사조차도 인간의 눈보다 빠르고 실수를하지 않습니다.
결론:
최종 분석에서, 캐스팅의 정확도는 전체 "조합 펀치"에 의해 달성된다. 왁스 곰팡이에서 검사에 이르기까지 모든 링크는 심각하게 받아 들여야합니다. 이제 시장 경쟁이 너무 치열하여 정확도가 0.01mm를 추가로 얻을 수있는 사람은 고급 주문을받을 수 있습니다. 다음에 고객이 "정확성을 보장하는 방법"을 물으면이 기사를 그에게 던져 넣으십시오. 전문적인 문제는 전문적인 방법으로 해결해야합니다.
전문 제조업체 및 공급 업체로서 우리는 고품질 제품을 제공합니다. 우리 제품에 관심이 있거나 질문이 있으시면 자유롭게저희에게 연락하십시오.
대부분의 견적은 24/36시간 이내에 배달됩니다. 프로젝트 세부 사항에 따라 일반적으로 훨씬 더 짧은 시간에.
당사 팀은 CNC 가공 견적에 대해 직접 연락하여 견적의 모든 측면을 수신 및 이해하고 옵션에 대한 질문에 답변할 것입니다.